Centrifugal Pumps
HpE Versaline VCP Pump

The Versaline Centrifugal pump is the latest addition to the HpE Versaline Range. It is the perfect solution for low viscosity material in the Dairy, Beer, Beverage, Pharmaceutical and Chemical Industries.

The centrifugal pump features single stage, single suction, and open-style impeller. It is well designed to reduce resistance, eliminate dead space and quicken the flow in the pump, thus improving its overall performance.
The Open -style impeller ensures the best cleanability and outstanding Sanitary performance.
The Versaline Centrifugal pump has other advantages such as stability, high efficiency, and easy maintenance. Furthermore, Adjustable supporting legs, any angle that the outlet can be positioned, all these provide the convenience of installation and operation.
The HpE Versaline centrifugal pump adopts a mechanical seal that provides the advantages of good sealing performance, self-lubricity, resistance to wear, high temperature and corrosion; leakage free, easy installation and disassembly. Both single and double end face mechanical seals are available and both with Water Flush. The mechanical seals are easy to replace and maintain, cost-effective and interchangeable to prolong the service life of the pump.
The Versaline Centrifugal Pump is also available on a trolley, for more information contact our experienced team.

Evoguard Centrifugal Pump H1CP – Single Stage, Non Self-Priming

- Easy and fast cleaning
- High surface quality due to parts made of solid material
- Robust mechanical shaft seal according to EHEDG guidelines, modular and simple design
- Energy saving because of high efficiency
- Easy and fast maintenance
- Sealing failure fast to detect
Reliable product feed in hygienic processes
Evoguard Centrifugal Pump HSCP – Single Stage, Self-Priming

- Fastest venting of pipelines
- Same parts and spare parts as H1CP
- Easy and fast cleaning
- Low noise level
- Energy saving because of high efficiency
- Smooth surfaces, high pressure resistance
- Easy and fast maintenance
- Sealing failure fast to detect
Suction power at the highest level
Evoguard Centrifugal Pump HMCP – Multi Stage, Non Self-Priming

- Available with 2 up to 5 impeller stages
- Design according to the latest EHEDG guidelines
- Optimized hydraulic system due to CFD calculation
- Low-noise and high efficiency
- No enclosed room or parts, fast detection of sealing failure
- Identical mechanical shaft seal as from the H1CP
- Manufactured to the latest production processes, no castings in the product-room
High delivery head hygienic, efficient and low-noise
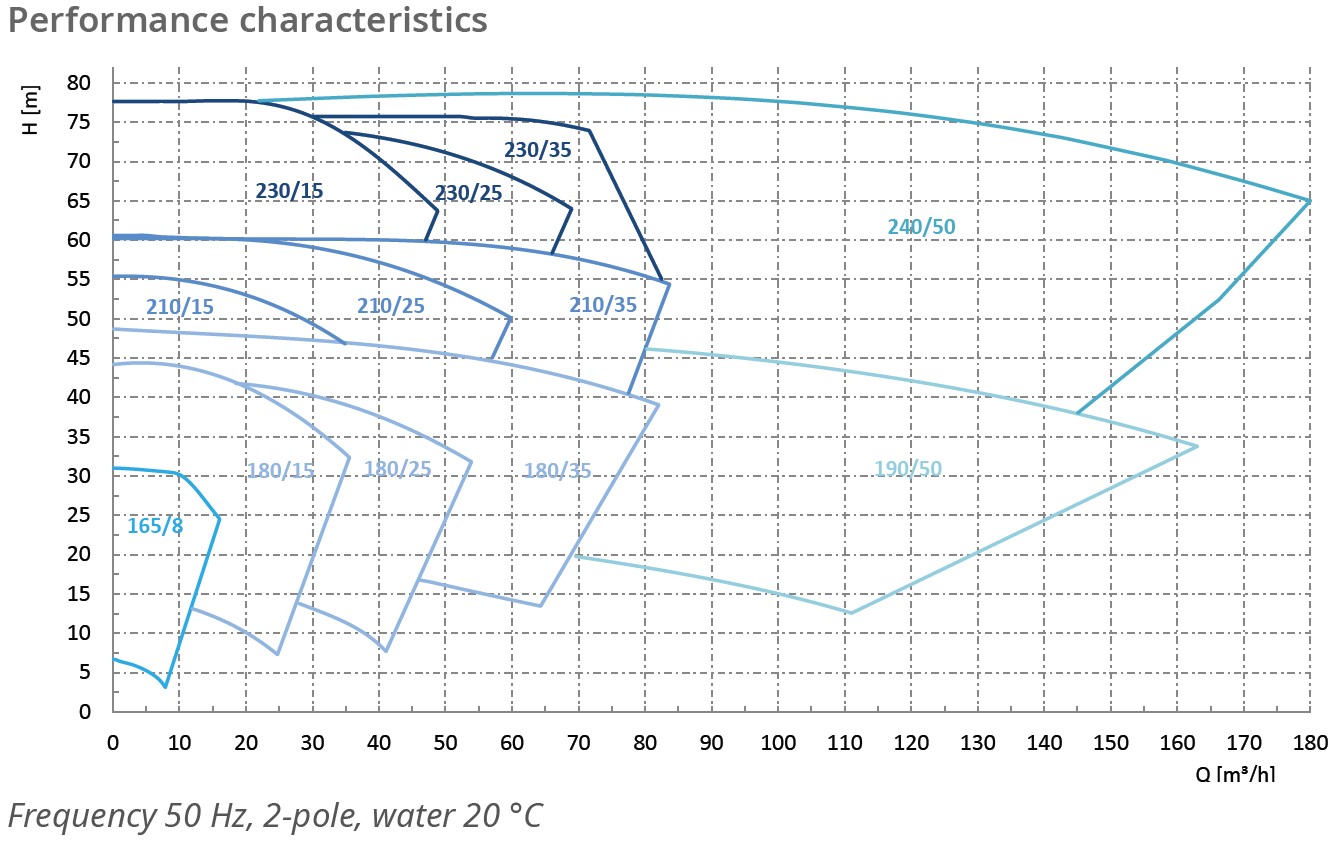
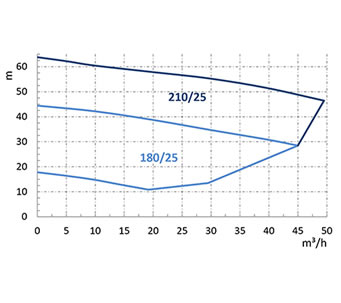
HpE KPA Centrifugal pump

The centrifugal pump is in many ways the “backbone” of any liquids processing industry. In the food, beverage and pharmaceutical industries, the particular requirements for hygiene, reliability and efficiency mean that the KPA range is without doubt the best option available.
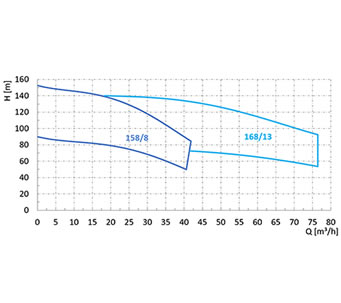
HpE KPA S Type Liquid Ring Pump

For tank cleaning machines and sprayballs to work effectively cleaning liquids should not be allowed to build up in the vessel, which means these liquids must be pumped out at least as fast as they are pumped in. This is very difficult to achieve, so the general rule of thumb is to size the return pump for a flow rate of approximately 5-10 percent more than the feed pump. This is a problem for centrifugal pumps which airlock, causing the flow to stop while the liquid builds up inside the vessel.